
To Those in the Space Industry
Universe
Solutions for Space & Satellite Industry Professionals Considering
Metal Additive Manufacturing (AM*).
We Solve Your Challenges
4 Common Concerns with Metal Additive Manufacturing
Will the surface finish be too rough?
Will there be many internal defects?
Is the quality and process management reliable?
Will it exceed our budget?
Common Concern
Worried about surface roughness...
Solution
Achieving Ra 0.2 through our Integrated Production System
[?] What is Ra 0.2? [?] What is Ra 0.2?
Ra 0.2 is a numerical value representing surface roughness, indicating an average irregularity height of 0.2 microns. In Metal AM, a low Ra value signifies a smoother surface, which directly impacts precision and finish quality.
MTC leverages its build methods and post-processing expertise to achieve Ra 0.2 finishes through integrated production.
Typically, as-built surfaces are rough (Ra 25 for EBM, Ra 11 for SLM) and powdery. We address this by applying precision machining after the build to reach Ra 0.2. Our integrated system allows us to respond quickly to diverse customer requirements.
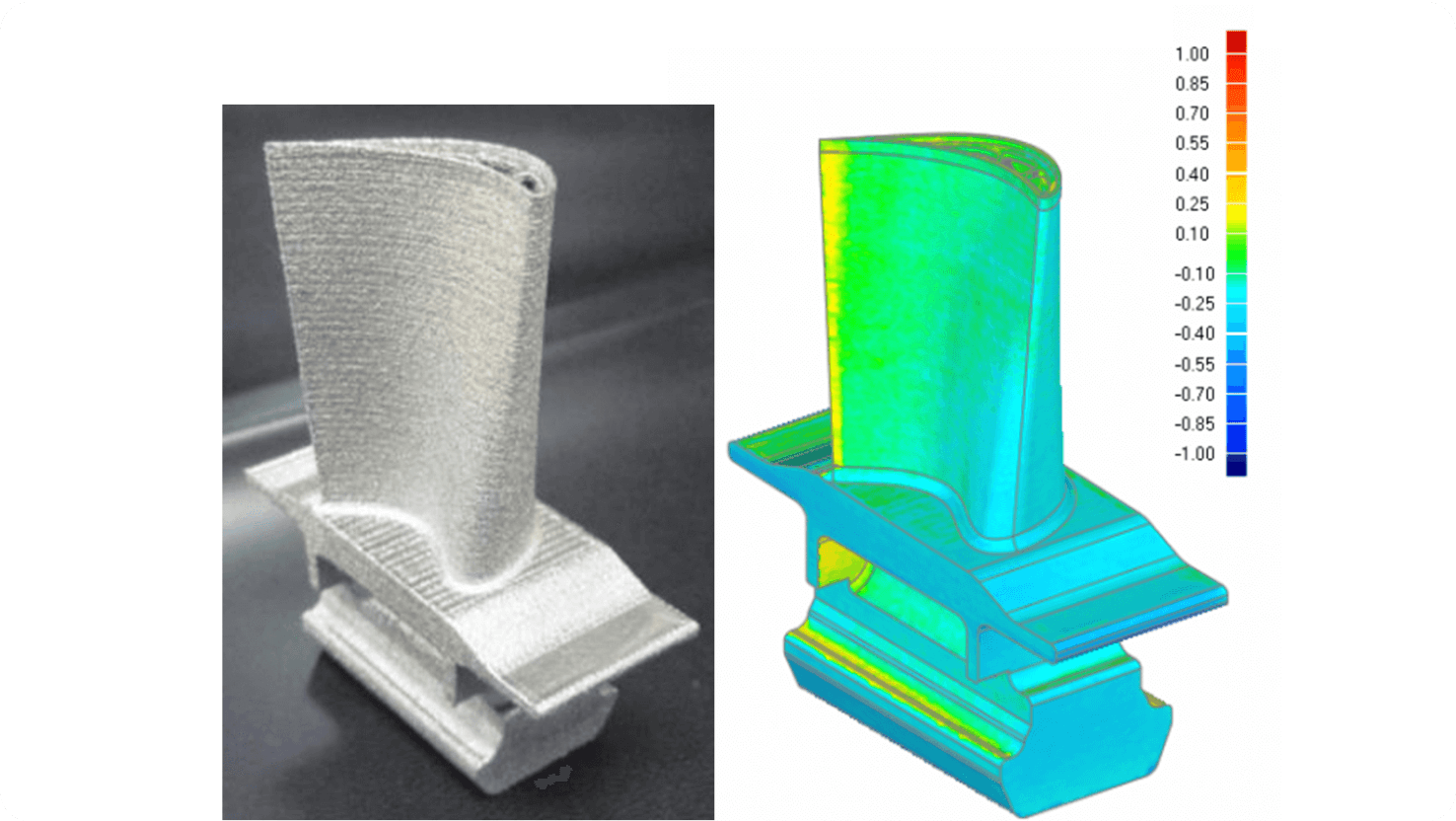
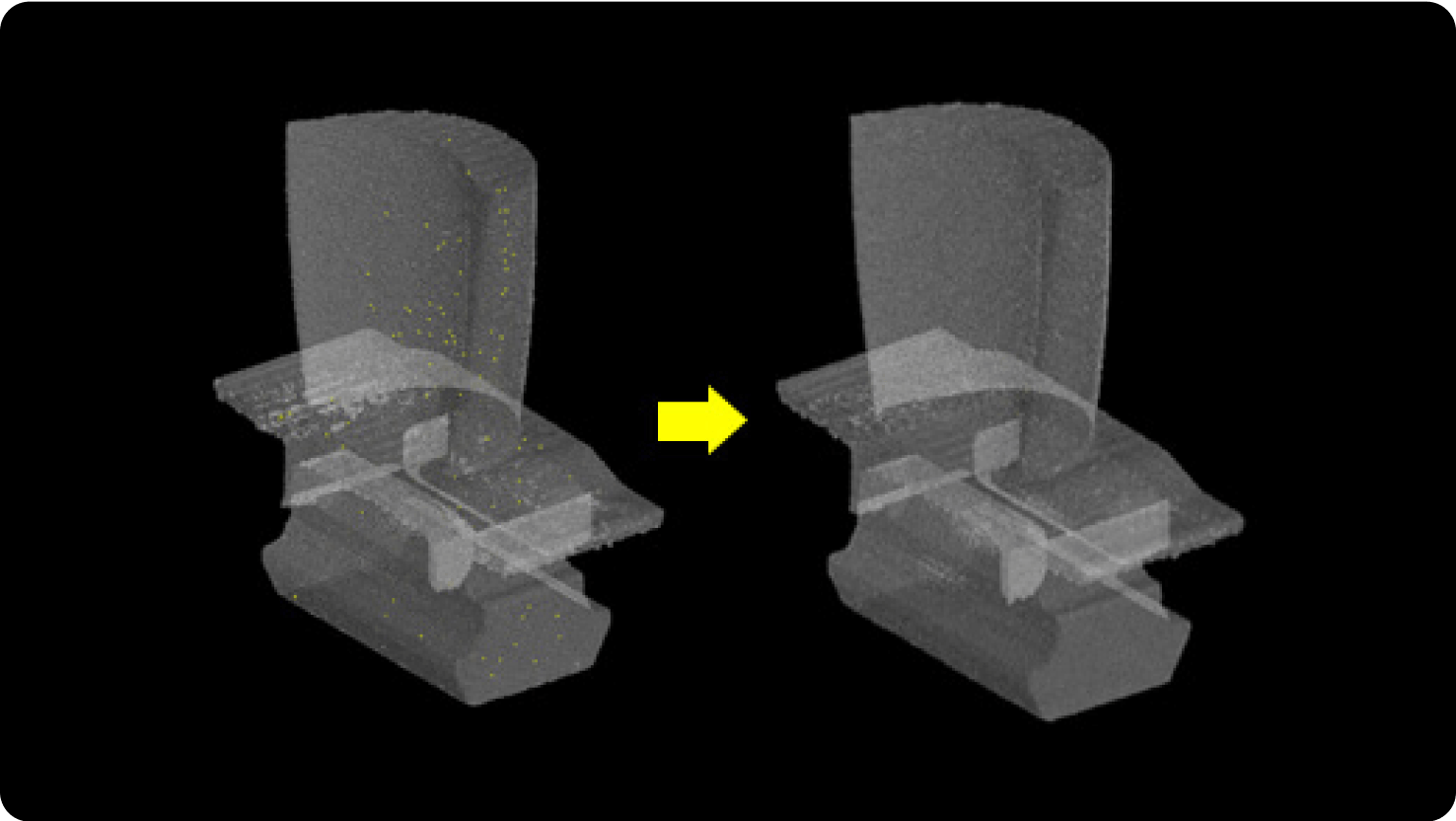
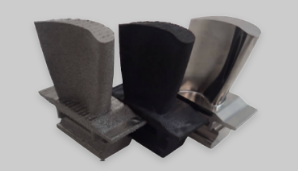
Case Study: AM-fabricated Blade (Material: Ti-48Al-2Cr-2Nb)
Before
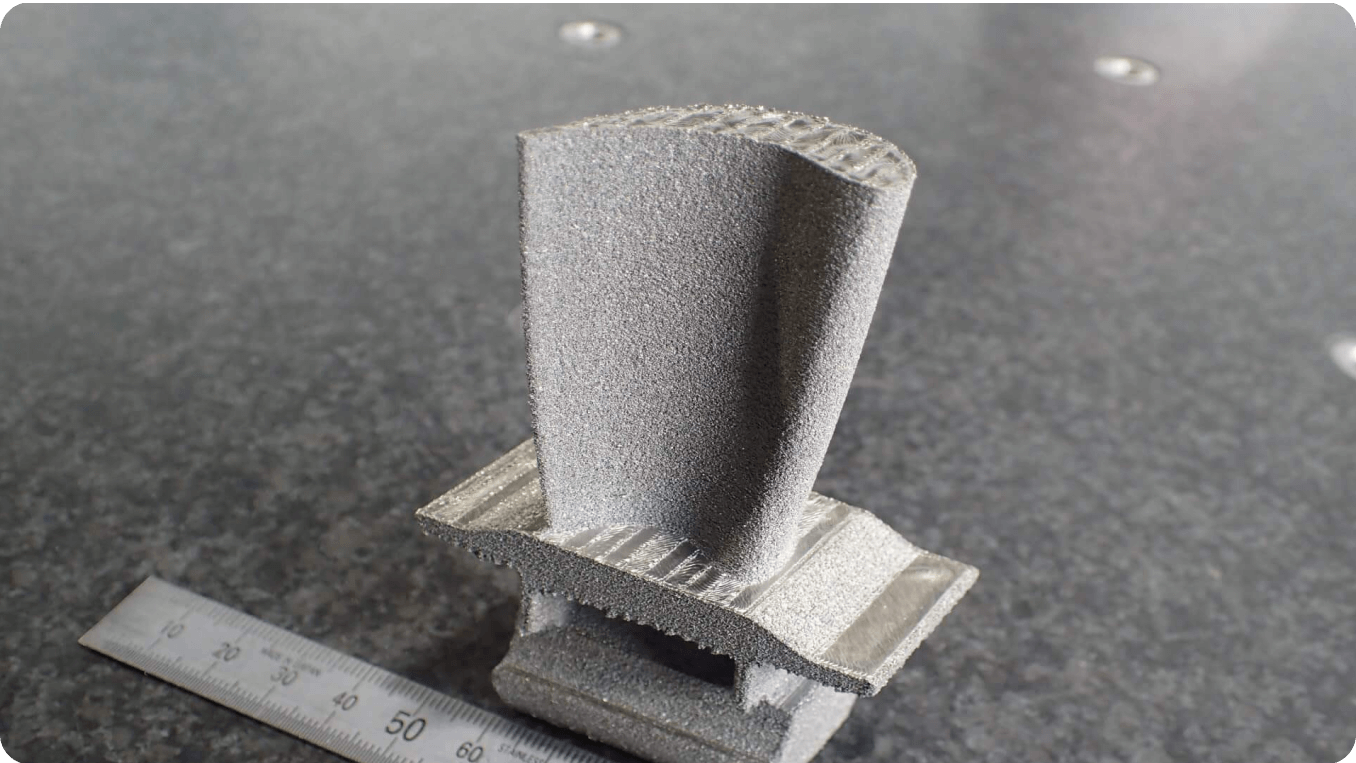
As-built image: Fabricated via EBM (Ra 25).
The surface is noticeably rough and powdery.
After
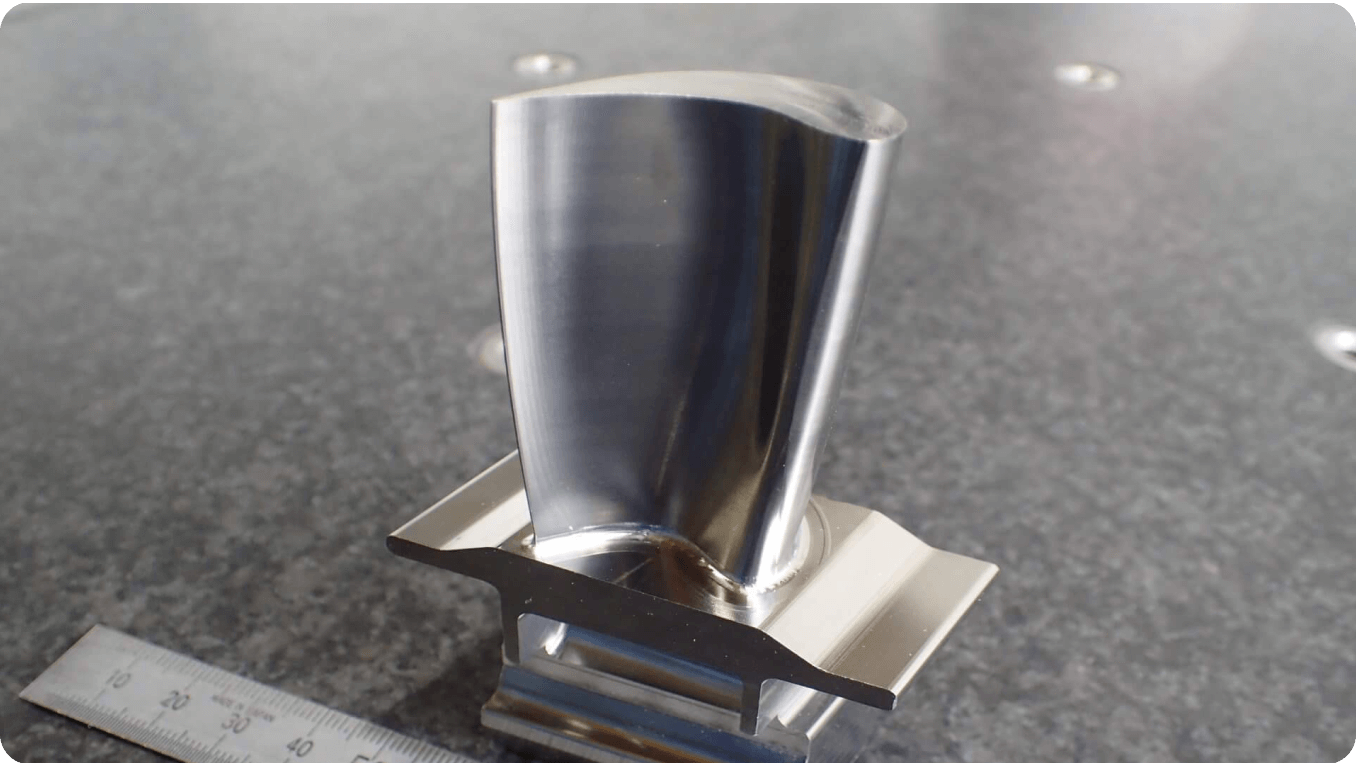
Roughness is significantly reduced.
This finish achieves Ra 0.2.
Common Concern
Are you concerned about internal defects?
Solution
Achieving nearly 100% relative density by eliminating internal defects
[?] What is Relative Density? [?] What is Relative Density?
Relative density indicates how close a material's actual density is to its theoretical maximum. In Metal AM, higher relative density is a critical indicator of superior product strength and quality.
MTC achieves "nearly 100% relative density" by thoroughly eliminating internal defects.
For example, Ti-6Al-4V cross-sections often show ~10μm defects as-built due to powder layering or melting conditions. MTC uses post-build HIP (Hot Isostatic Pressing) to eliminate these defects completely.
Before
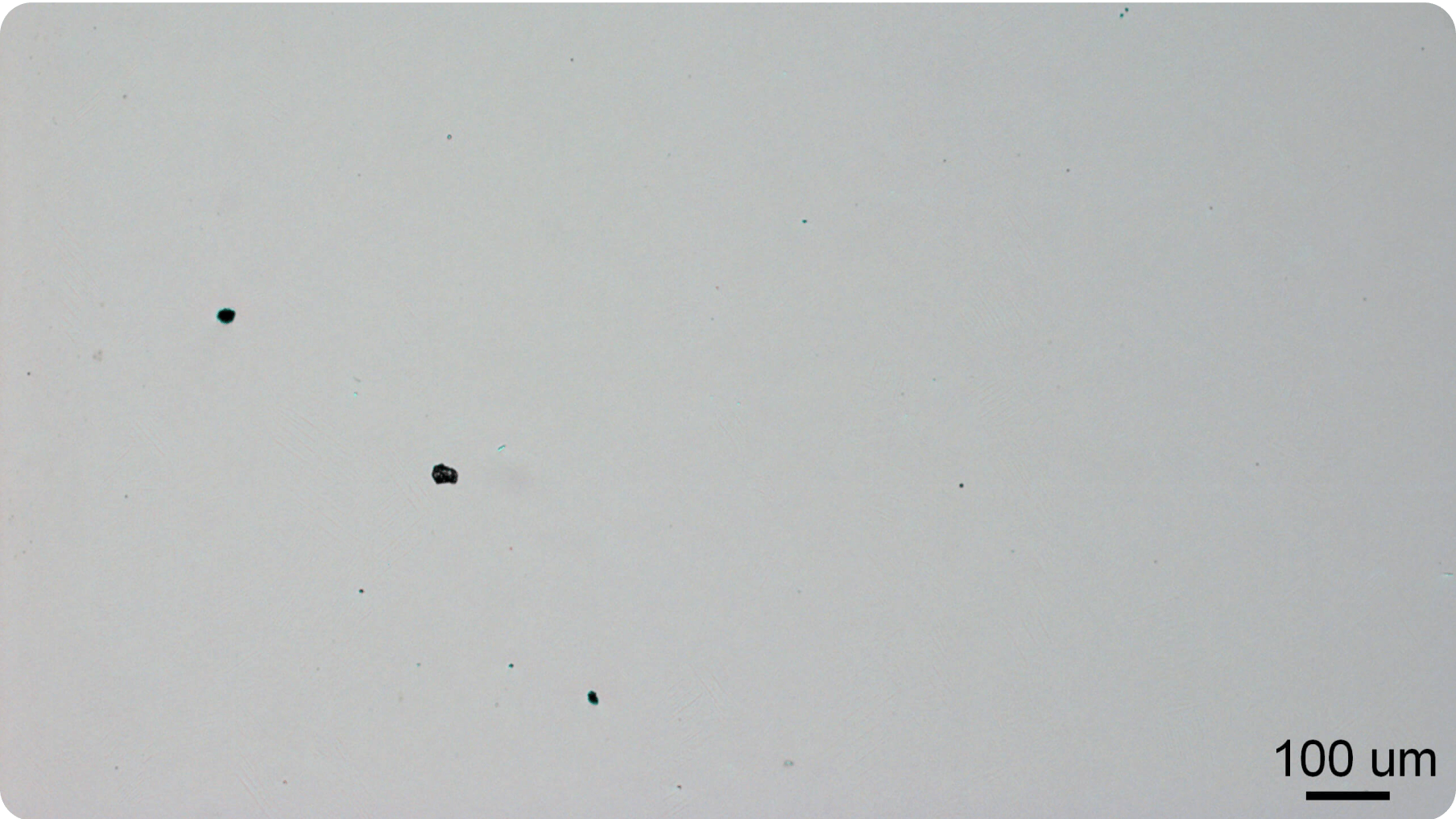
These defects result from powder layering or melting conditions.
By applying HIP treatment post-build, MTC eliminates these internal flaws.
After
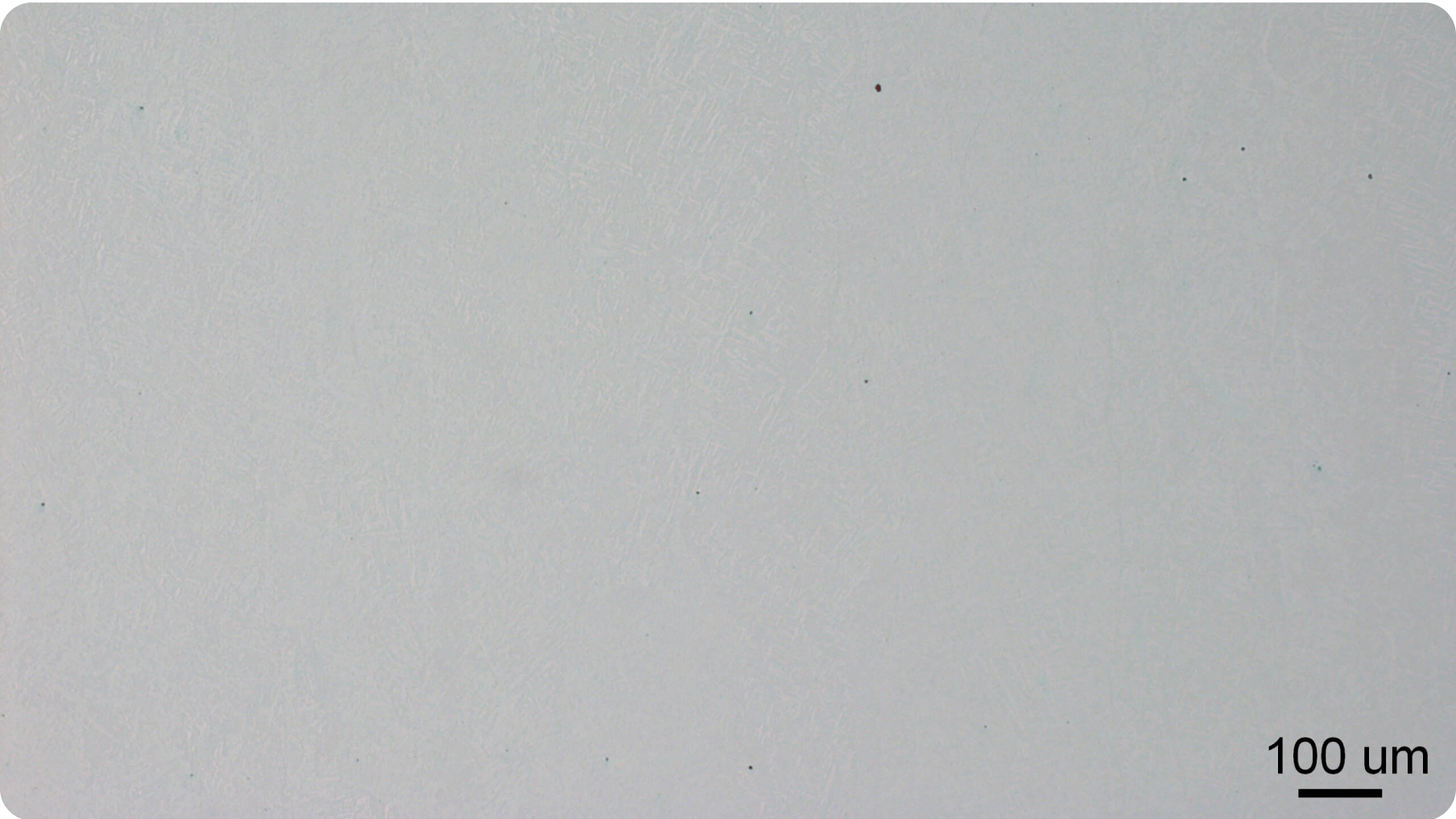
Achieving nearly 100% relative density ensures
uniform material quality and extends product lifespan.
Common Concern
Worried about quality or process management?
Solution
Solving your challenges with a quality management system that meets aerospace standards!
[?] What is Non-Destructive Testing (NDT)? [?] What is Non-Destructive Testing (NDT)?
NDT is a technique used to inspect materials or components for defects—such as presence, location, and size—without causing damage.
It verifies the integrity and reliability of products without altering their dimensions or functionality.
MTC is JIS Q 9100 certified and provides inspection quality traceable to national standards.
We are also pursuing additional NDT (PT, UT, RT) Quality Management System certifications specifically for the aerospace industry.
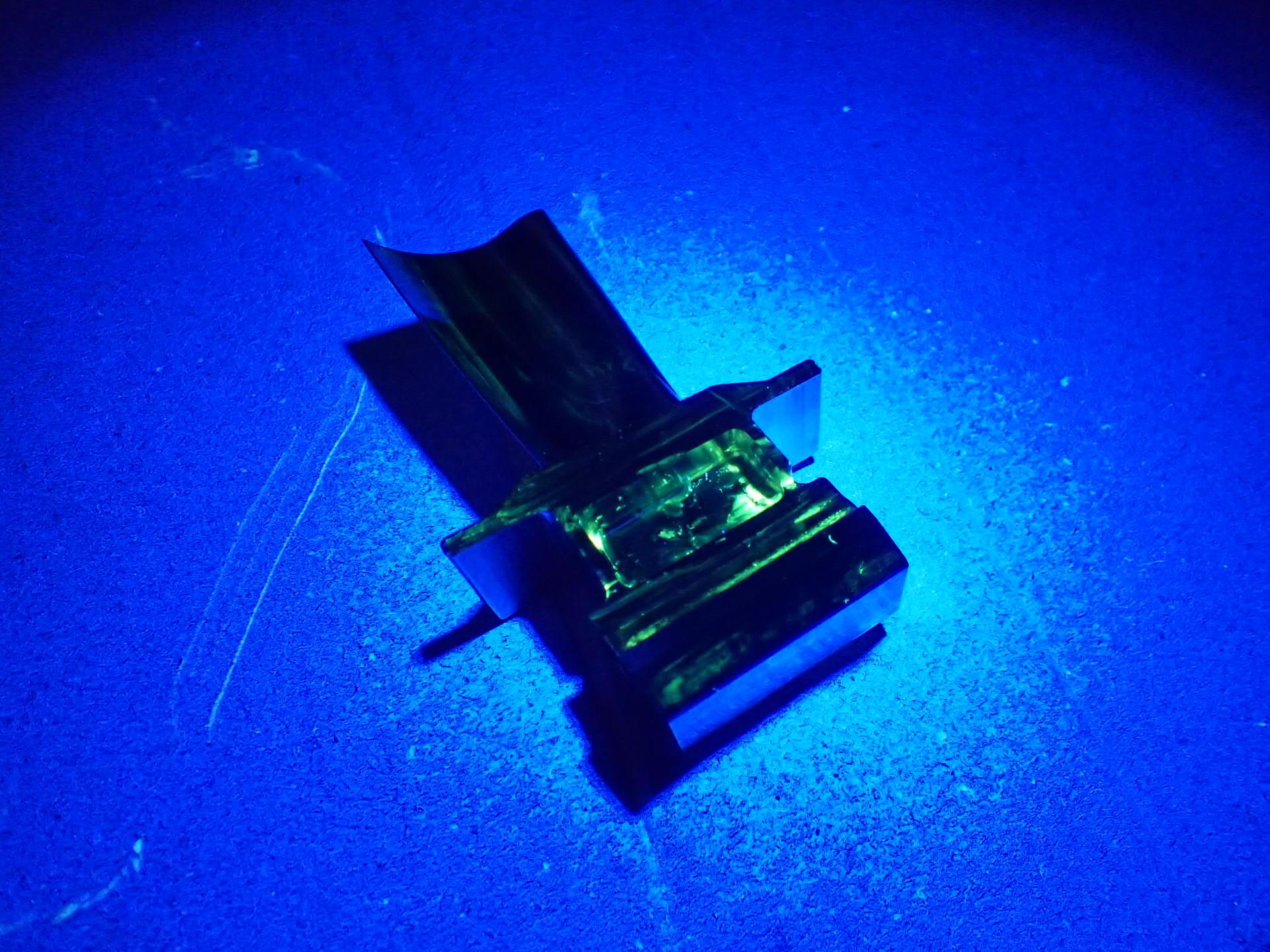
Fluorescent Penetrant Inspection (PT) Image
MTC employs multiple Level 3 certified experts*2 specializing in aerospace NDT. We provide world-class quality assurance and inspection technologies that meet global space industry standards.
*2 Certification Details
・BINDT PCN Aerospace (ISO 9712) Level 3: Penetrant Testing (PT), Ultrasonic Testing (UT), Magnetic Particle Testing (MT)
・NAS 410 Level 3: Penetrant Testing (PT), Ultrasonic Testing (UT), Magnetic Particle Testing (MT), Radiographic Testing (RT)
Common Concern
Worried about high costs?
Solution
Cost reduction and shorter lead times based on extensive expertise and industry standards
MTC delivers cost savings and short lead times that were previously difficult to achieve.
By using AM to integrate complex channels or multiple parts into a single build, we reduce labor hours, resulting in significant cost and time savings.
Case Studies
MTC leverages its vast experience to provide optimal process design and shape proposals.
We work closely with customers to meet demands for cost reduction and rapid delivery.
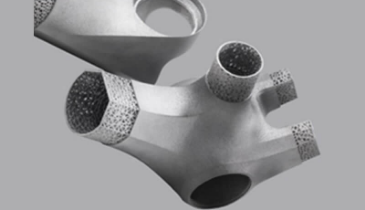
Space & Aerospace Case Study
Conventional Method
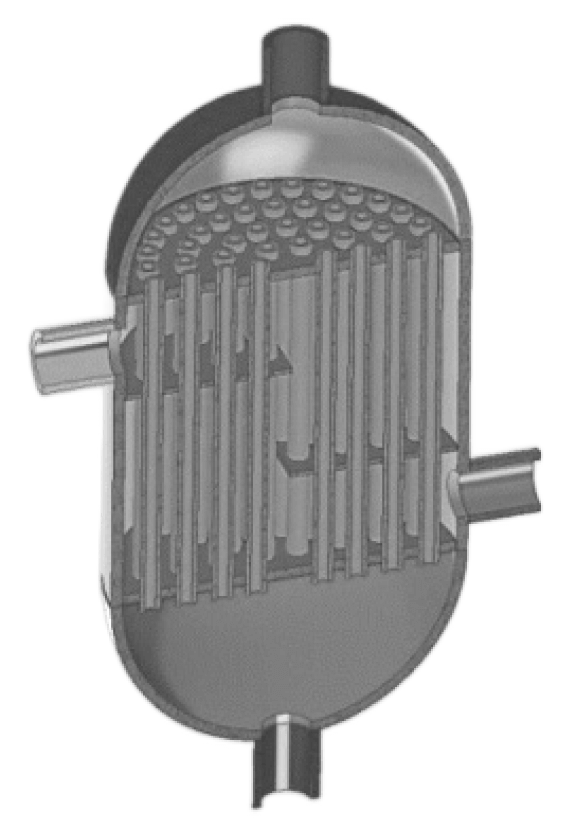
This heat exchanger requires 144 joints.
Each part needs individual inspection and joining, requiring significant labor hours.
- Part fabrication via machining (7 days)
- Joining 144 parts via brazing (3 days)
- Welding at 6 locations (1 day)
- Intermediate inspections for each step (2 days)
Cost/Time
savings per unit
Approx.
70%
reduction
Additive Manufacturing (AM)
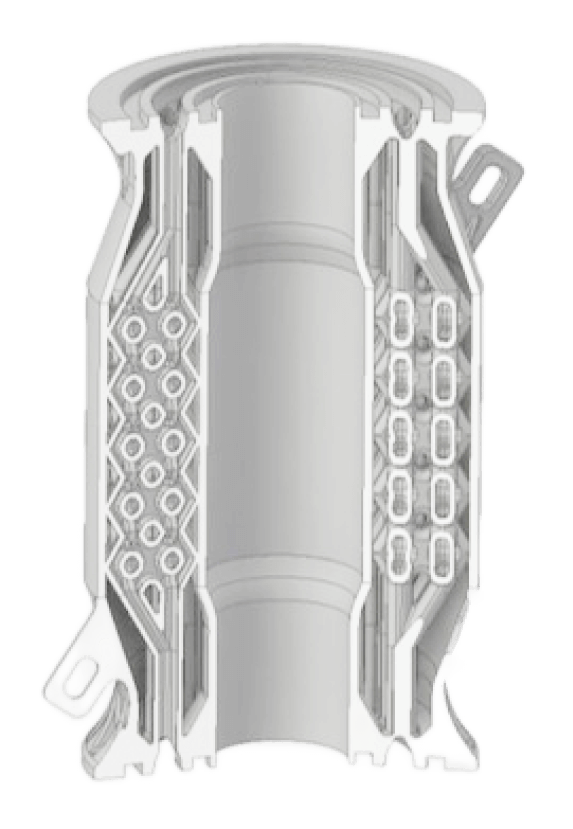
Manufacturing the same heat exchanger via AM eliminates the need for machining and brazing through integrated design, drastically reducing labor hours!
- Metal AM build (2 days)
- Stress relief (1 day)
- Wire-EDM removal (1 day)
CONTACT
Have you ever passed on Metal AM due to concerns
about high costs or quality issues?
While costs may sometimes be higher than conventional methods, we offer high-value proposals such as lightweight lattice structures, complex geometries, and integrated assemblies. Please contact us to discuss the best solution for your needs.
Process Flow to Delivery
Our 6-Step Process
1. Inquiry
Contact us via our web form or by phone.
2. Meeting
We discuss your project details via phone, web meeting, or in-person visit.
3. Quotation
Please contact us via the inquiry form or by phone.
4. Ordering
Formal project confirmation after reviewing the quote.
5. Processing & Inspection
We carry out production and inspections as specified, providing a final inspection report.
6. Delivery
Case Study: Topology Optimization
Using AM eliminates the need for bolts and welds. Incorporating lattice structures further reduces weight, allowing for high-value product development without compromising functionality.
Conventional Method
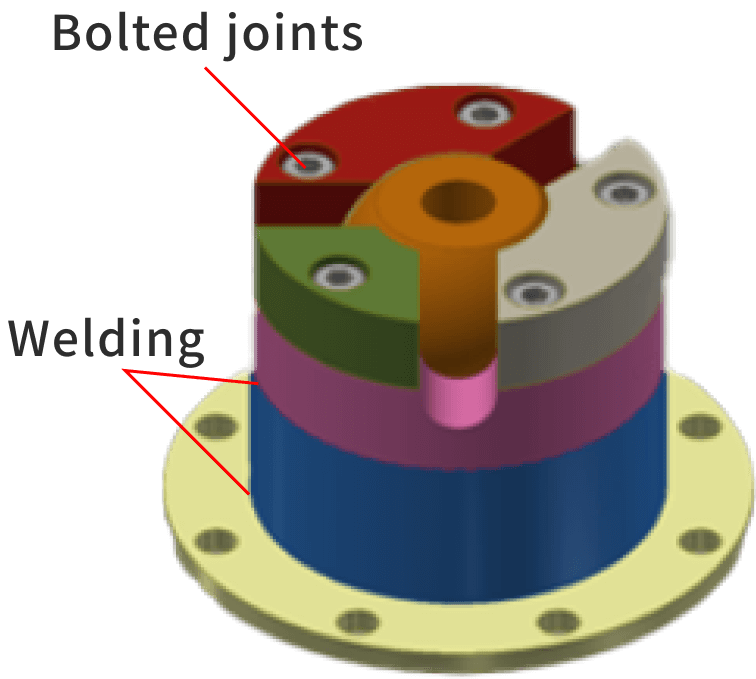
Additive Manufacturing
Integrated Production Facilities Supporting AM
MTC maintains a comprehensive in-house production system, beyond just AM machines, to deliver finished products ready for use.

Heat Treatment Equipment
Used for stress relief, solution treatment, and aging after SLM fabrication.

Wire-EDM
Used to remove SLM-fabricated parts from the base plate after stress relief.

HIP Equipment
Thoroughly eliminates internal defects using high temperature and pressure.
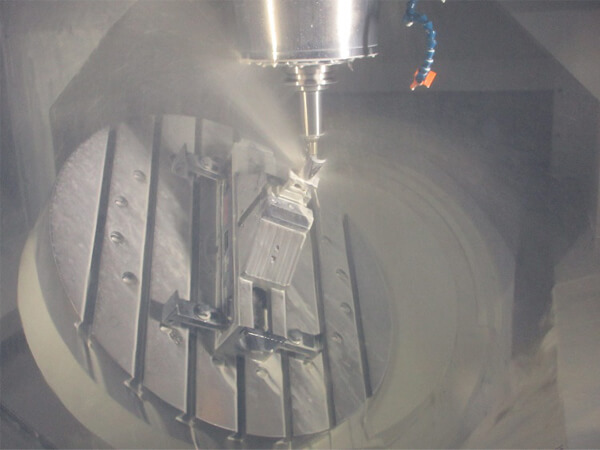
Machining
Post-build finishing.
We also have 5-axis machines for complex shapes.
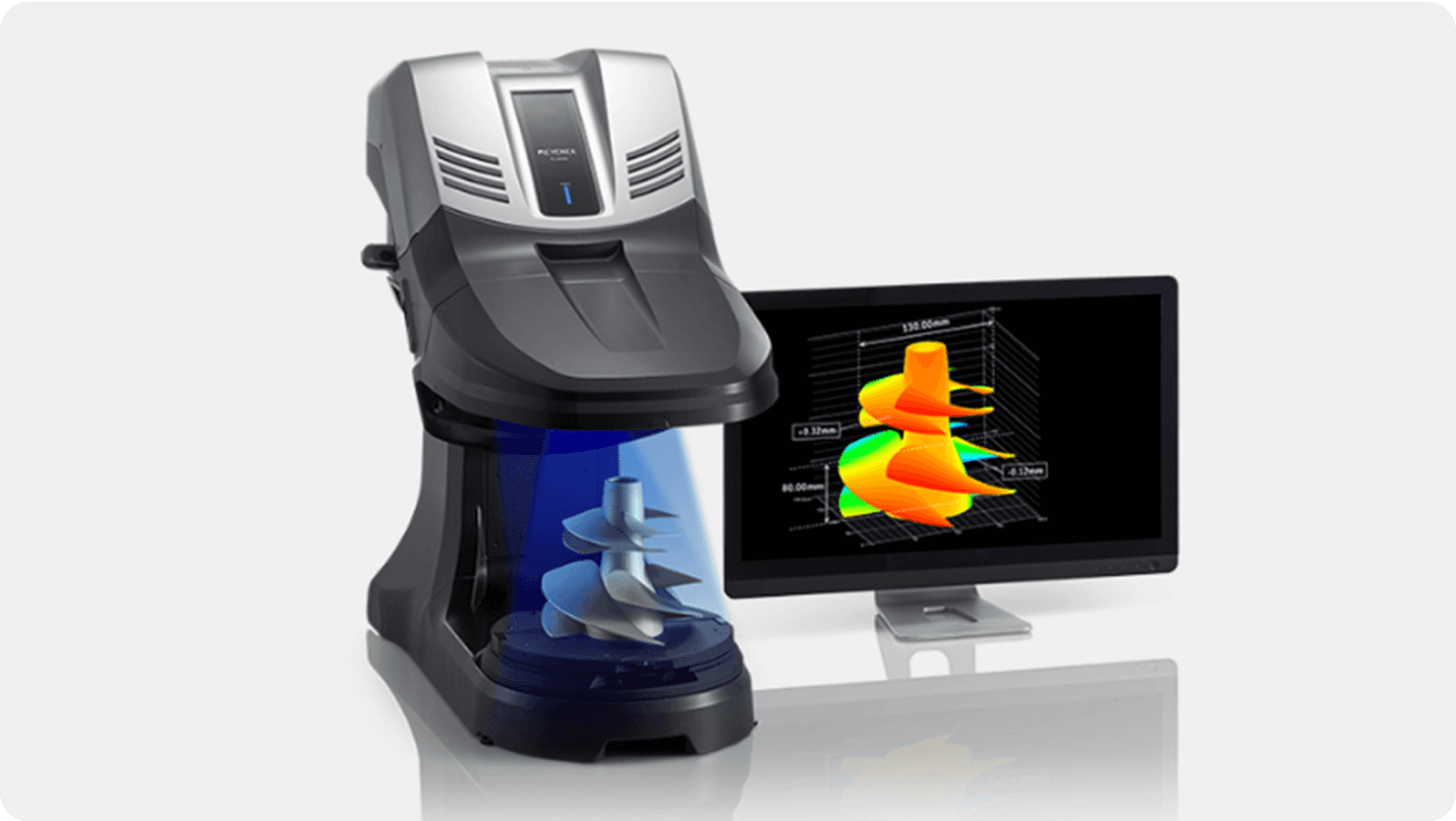
3D Scanning CMM
A non-contact inspection process for complex shapes.
Dimensional inspection is traceable to national standards via overlay with the original 3D model.

X-ray CT System
Enables non-destructive internal defect inspection.
Sample Projects
Aerospace
TiAl blade (difficult to manufacture conventionally) produced via AM + HIP + Machining.
Developed under the Strategic Innovation Promotion Program (SIP).
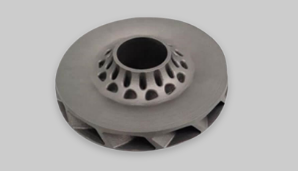
Energy
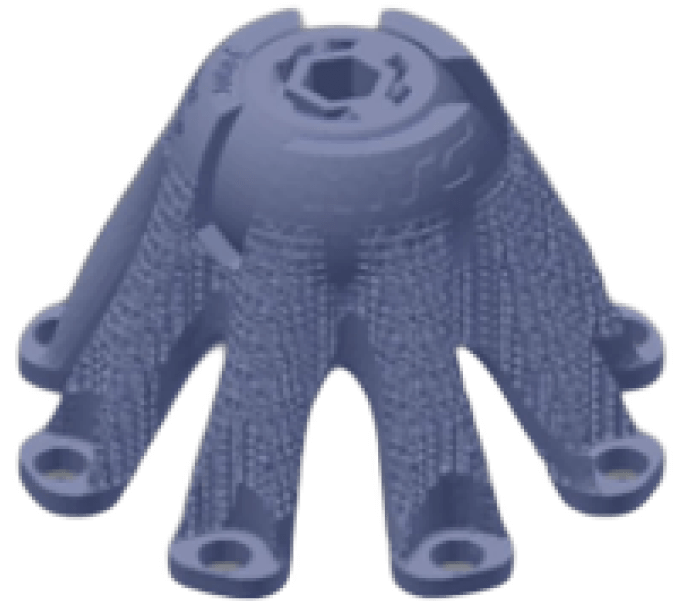
High-value complex parts produced without casting molds via AM and HIP.
Cycling
Weight reduction via 0.5mm walls and an elastic 3D lattice structure.
Courtesy of Triple Bottom Line and CEREVO.

Interior Design
Organic shapes difficult to achieve conventionally, realized through AM.
Courtesy of Triple Bottom Line.


Medical Devices
Manufacturing custom orthopedic medical devices using Metal AM (3D printing) technology.