
熱処理の種類や基礎知識
鋼の熱処理―(はじめに)
鋼の熱処理―(はじめに) 熱処理とは金属を使用し物作りをするうえで、切っても切り離すことのできない、とても 重要な工程の一環です。
ただ一言に熱処理と言っても、様々な種類や方法があります。 皆さんは、どのような熱処理をご存じでしょうか?
『焼入れ・焼戻し」などでしょうか?詳しい方なら『焼なまし』などもご存じかもしれません。
ではそれらの処理はどのような目的で、どのような方法で行われているのでしょうか?
また、他にはどのような処理があるのでしょう?あまり聞き馴染みのない処理としては、固溶化熱処理、サブゼロ処理や浸炭処理などがあります。
熱処理の名前自体は知らなくても、身の回りにはこれらの熱処理を経て作られた物であふれています。
例えが少し古いのですが、日本刀の作り方を思い浮かべて下さい。正確な作り方は解らなくても大丈夫です。
TVやインターネットで見た画像はどのようなものでしたか?
真っ赤に熱した金属を白い服を着たおじさんが金槌でエイヤこら。。。そういった作業を思 い浮かべられるかと思います。
これらの作業は何のために行っているのでしょう?ただ刀を作るだけであれば、もっと簡単な方法もありそうですよね。
平らにした板から刀の形状を切り抜いても刃物としては成立するはずです。では何のために熱して叩いて水で冷やすのでしょう?
日本刀はしなやかで折れにくく良く切れる優れた刃物と言われているようです。(平安・鎌 倉時代には唐の商人などが、海を渡り買いに来ていたそうです)そんな刃物も理論に基づい た手順と熱処理を経て作られています。
熱処理は昔からある成熟した技術の一種のため、全てを理解するには深い知識が必要となります。
知識を深く紐解くには多くの時間がかかります。今回は熱処理の基礎でもあり、要でもある『鋼の熱処理』についてご紹介します。

01. 鋼とは
鋼とは鉄を主成分とし、鉄鉱石に添加物を加え、粘り強さや硬さなどの特性を人工的に高めた鋼材のことです。
鉄鉱石を溶かしただけでは炭素量が不均一なうえ、不純物などの介在などもあり、素材として不安定な状態となってしまいます。
鉄鉱石に石炭、石炭石などの添加物を加え、溶解し炭素量を調整し不純物を取り除いた物を銑鉄(せんてつ)と呼びます。
銑鉄にも種類があり、鋳造に使用する鋳物用銑鉄、鋼の原材料に用いる製鋼用銑鉄などがあります。
また製鋼用銑鉄は炭素量により、軸受鋼、工具鋼、耐熱鋼などに細分化されます。炭素は鋼の性質にとても大きな影響を及ぼす物質なのです。
02. 熱処理とは
実際に熱処理を行うことにより、鋼にはどのような変化が起きているのでしょう?
熱処理の 定義は、ʼ使用目的に応じて金属の性質を変化させる熱的操作ʼと言われております。
つまり、加 熱と冷却の組み合わせにより、金属の性質を最適なものに変化させるという事です。
金属組織 を変化させることにより、機械的性質の最適化をはかります。
金属学を細分化すると、材料工学、材料組織学、冶金熱学、鋳造工学などに分けることができます。
多種多様な分野となりますが、全てが別々の学問というわけではなく、多くの箇所で重 複した学問となっています。
金属組織については金属組織学の範囲となります。
今回のコラムは専門的な事は抜きに鋼の基本的な熱処理となる、『焼なまし、焼入れ、焼き戻し』について書かせて頂きます。
2-1. 焼なまし(Annealing)
焼なましと一言で言っても、応力除去焼なまし、完全焼なまし、球状化焼なましなど、様々な種類や方法がありますが、主な目的は残留応力の除去、結晶粒や組織の調整、鋼の軟化による加工性の向上です。
また『焼なまし』と似た処理で『焼ならし』がありますが、外的要因などにより不均質になってしまった組織を均一化するために行う処理という括りでは同等の処理となりますが、『焼なまし』は組織の均一化と共に、組織を柔らかくする事を目的に行う処理となります。別の呼び方としては、
焼鈍処理(しょうどんしょり)と呼んだりもします。
完全焼なまし(Full Annealing)
もっとも一般的に行われている処理で焼なまましといえば、『完全焼なままし』のことを指します。
溶接や機械加工などにより発生した内部応力を取り除く目的や、組織を可能な限り柔らかく(軟化)することにより塑性加工性や被削性を向上させるために行います。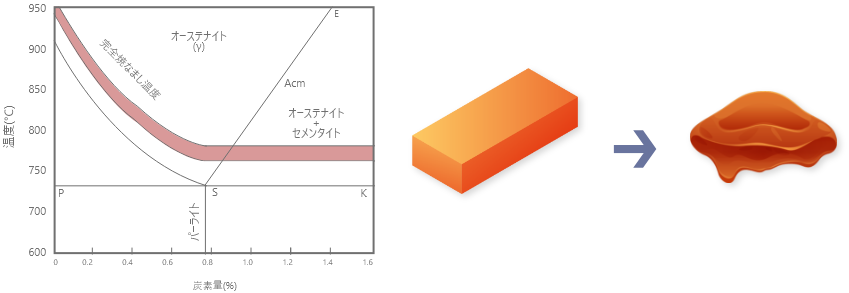
応力除去焼なまし(stress relief tempering)
溶接や機械加工などにより、材料内部には応力が蓄積されていきます。
蓄積された応力を内部応力とよび、内部応力は変形や破壊の原因となりますので、可能な限り解放することが最善とされております。
内部応力を解放するために行う熱処理を残留応力除去焼なましといいます。
完全焼なましは『組織を可能な限り柔らかくする』ためにおこないますが、残留応力除去焼なましは、内部に溜まった応力を解放することを目的に行います。
残留応力の主な原因は結晶の歪ですので、再配列される温度域まで過熱する事により、再結晶化がおきます。
再結晶化により結晶の歪が取れ応力が解放されます。再結晶化温度は対称材料の成分により変化しますが、処理温度が高いほど、応力は解放されやすいとされています。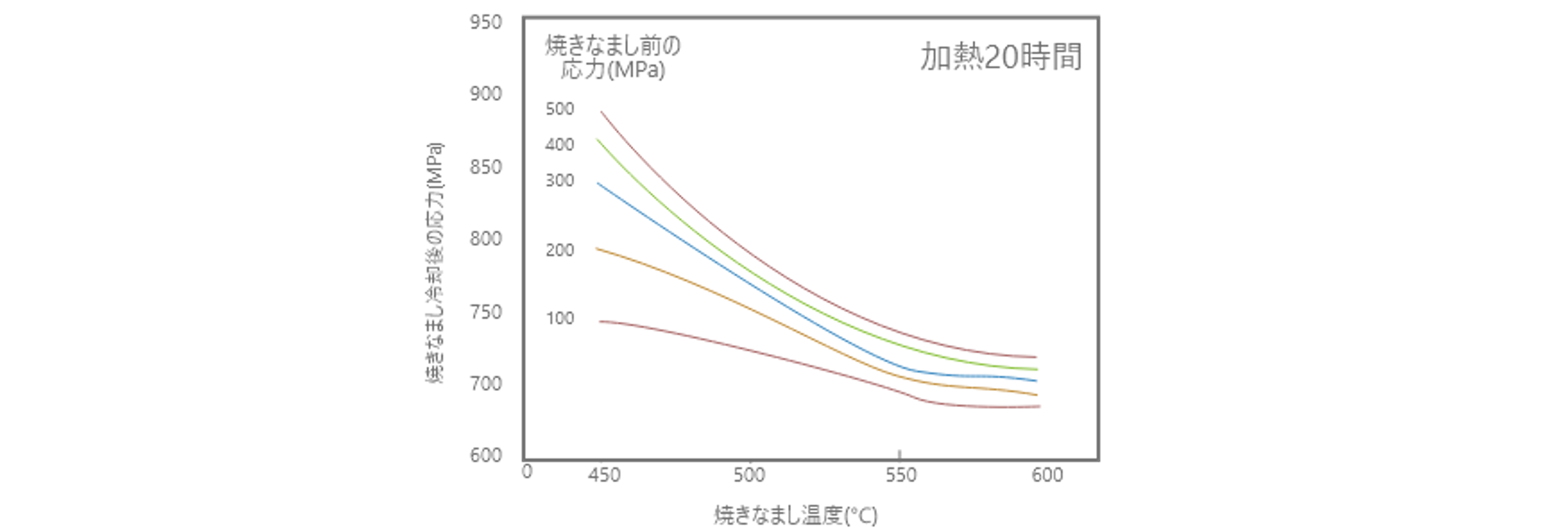
拡散焼なまし(soaking)
拡散焼なましとは、冷却過程で不均一に偏ってしまった材料中のリンや硫⻩などを均一化するために行う熱処理です。
変態点を超えた高温域(約1000°〜1300°)で⻑時間加熱した後、徐冷を行います。高温で処理を行うため、リンや硫⻩などの化合物などを昇華させる作用もあります。拡散焼なましにより、どの程度偏析が拡散されるかは、濃度差、加熱温度、加熱時間などにより変わります。
2-2.焼入れ(Quenching)
鋼を加熱し均一にオーステナイト化した状態から、急速に冷却する(急冷)ことによりマルテンサイトという非常に硬い組織に変化します。
冷却方法は空冷、油冷、水冷やガス冷却などがあり、冷却速度により選定します。また焼入れ後の硬さは、もともとの材料に含まれている炭素の量や含有物にも左右されます。材料の持つ特性を除けば、焼入れの最も重要なことは、十分に熱を行き渡らせ、均一にマルテンサイト化させることとなります。
急冷することによりオーステナイトからマルテンサイトへ組織を変化させる熱処理を総称し「焼入れ」といいます。焼入れのための加熱温度をオーステナイト化温度もしくは、焼入れ温度と呼びます。
プレス焼入れ(Press Quenching)
薄物や板などの、焼入れ時に変形しやすい形状の物を焼入れする際に行う方法となります。
金型や専用の治具などで押さえ処理を行います。包丁やハサミなどはプレス焼入れで作られる事が多いです。
噴射焼入れ(Spray Quenching )
金型や金槌などを作る際に行う焼入れです。全体を焼入れした後、硬化させたい部分に冷却ガスを吹きかけ急冷します。
2-3.焼き戻し(Tempering)
焼入れにより鋼は硬くする事が出来ますが、硬くなる事により靭性が低下し割れ易く(脆く)なってしまいます。
硬くなり過ぎてしまうということです。硬さは増しますが、割れやすい状態では製品として成立しません。
そこで焼入れ後には焼戻しとよばれる硬さ(硬すぎる事を起因にする脆さ)を最適化をするための処理を行うのです。(通常、焼入れと焼戻しはセットで行います)焼入れ後、所定の温度で加熱することにより焼入れでできたマルテンサイト組織が少し軟らかくなり、安定した組織になります(角が取れるイメージですね)。このように所定の温度に加熱して冷却する操作を「焼戻し」といいます。
焼戻しは比較的低い温度で行う事が多いです。300度以下での焼戻しは大気中で行われる事が多く、300度を超える場合は、酸化や着色を予防するため真空炉などを使用することもあります。
焼入れ後、焼戻しをせずに⻑時間放置すると自然に材料に割れが発生する事があります。
これは焼入れ急冷時にマルテンサイト化しなかった残留オーステナイトが気温の変化などにより、自然とマルテンサイト化し、内部応力のバランスが崩れて起こる置き割れとよばれている現象です。
同類の現象として、研削割れと呼ばれている現象もあり、こちらは冷却とは逆の熱衝撃により起こる現象です。
2-3.低温焼戻し(Lowtemperature Tempering, Firststage Tempering)
炭素工具鋼、浸炭用鋼や合金工具鋼(炭素鋼にNi、Mo、W、Crなどを添加した鋼)などの高耐摩擦性を要求される鋼の焼戻し処理です。
加熱温度は150°〜200°程度でオイルバス方が用いられる事が多く、冷却は空冷で行います。
2-3.高温焼戻し(Hightemperature Tempering)
構造用鋼など、強靭性(きょうじんせい)を要求される鋼類に実施します。加熱温度は400°〜680°で行います。処理温度は使用目的や材質により調整をします。焼戻し後の冷却は必ず急冷です。
03.その他
冒頭に書かせて頂きました日本刀の秀でた点は、硬く刃こぼれしずらく、切れ味の鋭い刃 と、折れにくい、しなやかさと言われております。
この相反する特徴は焼入れ方法を工夫する 事により実現しています。
刀身全体に焼入れを行えば、硬くすることは出来ますが、硬くなる ことにより脆さが出てきてしまいます。
いくら硬くてもすぐに折れてしまうのでは、意味がな いですよね?そこで先任の方々は硬くてしなやかな刀身を作る事が出来ないか色々と試行錯誤 を行った結果見出したのが、『焼入れ』を入れたい部分には薄く粘土(砥石や炭などを混ぜ合 わせた物らしいです)を塗り、『焼入れ』を入れたくない部分には厚く粘土を盛ることによ り、一振りの刀身の中で温度差を作り鋼の特性を変える方法を見出したのです。
刃紋はこの工 程の副産物です。色々と調べてみたら、波紋にも種類があって奥の深い世界ですね。
確かな管理システムで高度な品質を保証

- 品質管理体制
- 常に品質管理システムの向上を目指し、ISO9000シリーズの認証や航空業界に関連する認証を取得しています。

資料ダウンロード
- 会社案内 技術案内(日本語)
- 技術案内(英語)
- HIP装置設備一覧
- 真空ホットプレス一覧
- 小型電子線照射装置「マイクロトロン」資料
- ろう付け可能組合せ材料
- MICROTRON Test Machine MIC1