
金属積層造形

金属技研の強み
01. 国内で唯一実現可能! 設計、造形、熱処理、品質保証までを一貫して行える。
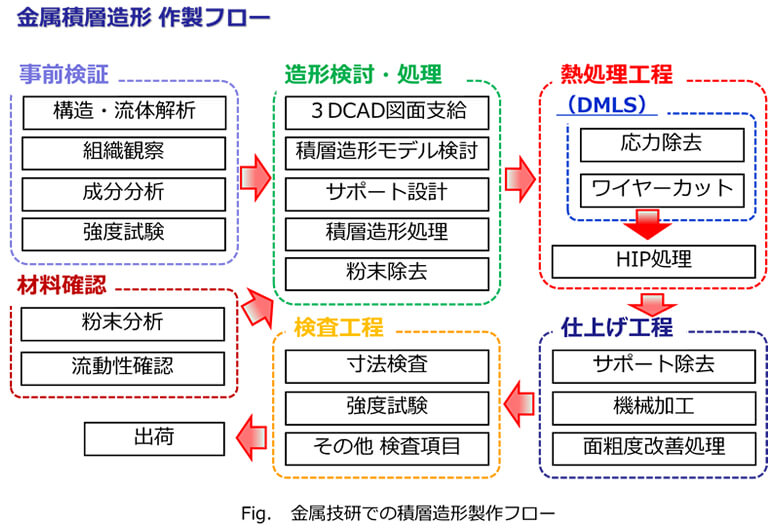
- 金属技研では、事前検証から、造形、造形後の熱処理工程、仕上げ加工、検査まで一貫して行うことが可能です。
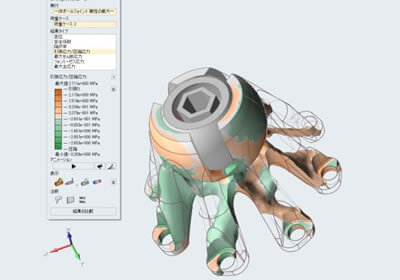
02. 金属積層造形でメリットを出すための形状提案を実施
- 積層造形でメリットを出す形状を考えようとしても、造形装置や各種装置で造形される材料の特徴を把握しないと、 実際に造形することができません。
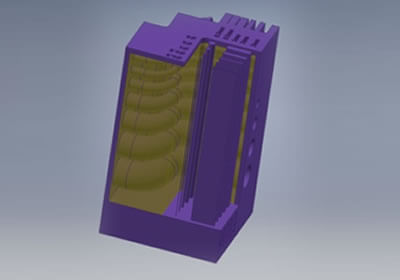
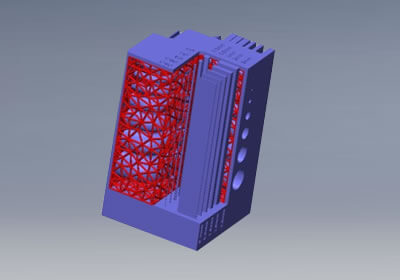
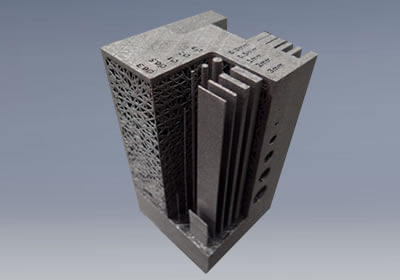
既存工法では製作困難な3次元ラティス構造や、トポロジー最適化構造を使用した部品一体化構造、軽量化構造を提案し、顧客がより高度な造形検討をしていただくためのサポートをいたします。



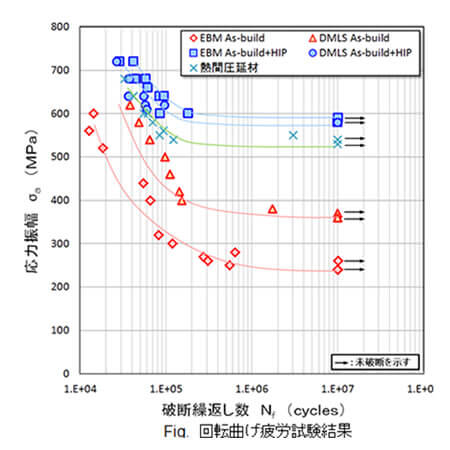
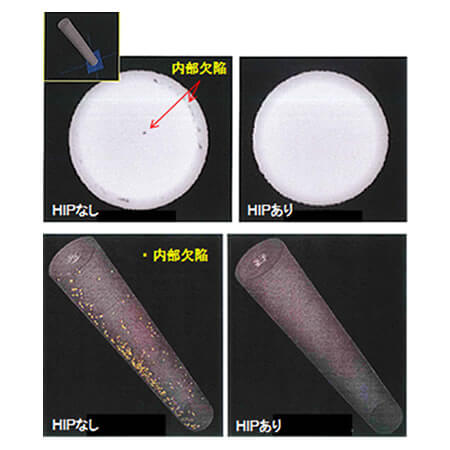
03. 金属積層造形後の後処理、HIPで強度UP
- 積層造形で課題とされる項目の一つとして、造形体内部の欠陥が挙げられます。金属技研ではコア技術であるHIP処理を積層造形の後工程として併用することで造形体内部の欠陥をつぶし、内部欠陥を起点に生じる疲労破壊を抑制することが可能となります。
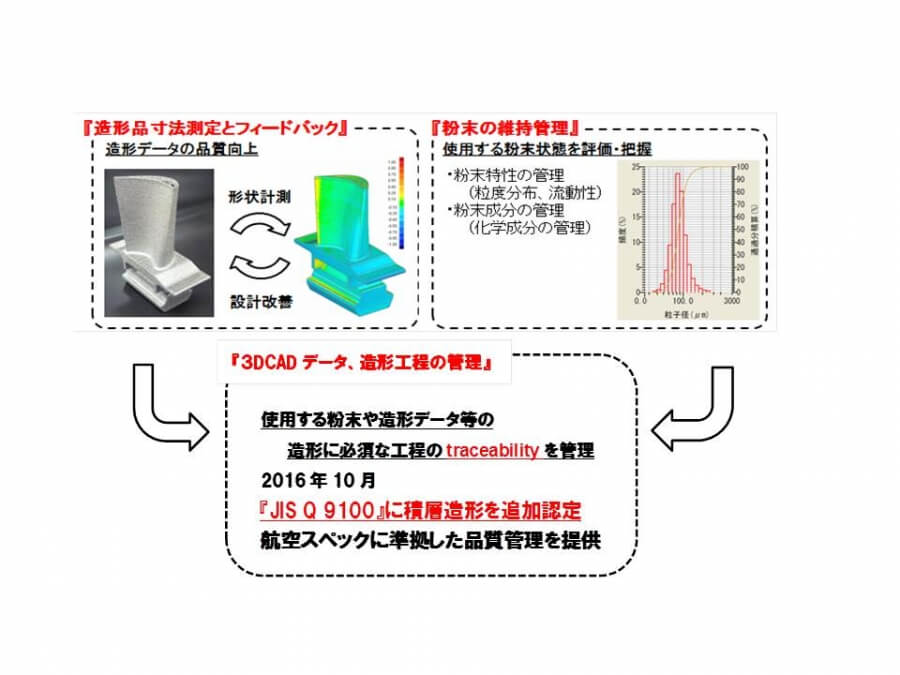
04. 『JIS Q 9100』に金属積層造形を追加認定
- 各工程のフィードバックによる工程品質の向上と材料となるリサイクル粉末の管理、それらをトレーサビリティーができる状態で管理する品質体制を実現し、2016年10月、航空スペックに準拠した品質管理『JIS Q 9100』に積層造形を追加認定することができました。
金属積層造形事例サンプル
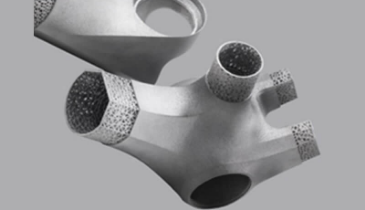
航空
製作性が悪いTiAl 製ブレードを造形・HIP・機械加工で製作。
※戦略的イノベーション創造プログラム(SIP)にて製作
エネルギー
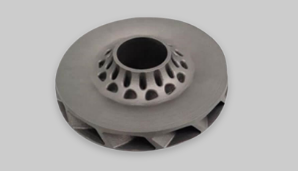
造形・HIPの適応で鋳造型無しで複雑形状部品の高付加価値化を実現
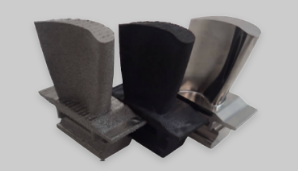
自転車
インテリア

既存工法では製作困難な有機的な形状を積層造形で表現。
※提供:Triple Bottom Line様
開発・研究

医療機器

金属積層造形装置(3Dプリンター/3次元積層造形技術)を用いた、整形外科領域のカスタムメイド医療機器の製造。
設備
ファイバーレーザー積層造形
- 照射熱源にファイバーレーザーを用いた造形機
- 不活性ガス雰囲気で溶解するため、酸化等の影響が少ない
- 必要な部分にのみ熱を加えるため、粉末の除去作業が容易であり、冷却水路を含むような複雑構造でも製作することができる

- EOSINT M280(EOS 社製)
- 適応材質:Ti6Al4V、Inconel718
造形エリア(mm):250W×250L×325H
積層厚さ:30μm、60μm(Ti6Al4V)、40μm(Inconel718)
表面粗さ:Ra9~Ra12
Laser Power:400W

- ProX DMP 320(3D SYSTEMS社製)
- 適応材質:Ti6Al4V、Inconel718
造形エリア(mm):275W×275L×420H
積層厚さ: 30μm、60μm、90μm
表面粗さ: Ra9~Ra12
Laser Power: 500W
造形中の酸素濃度:25 ppm以下
電子ビーム積層造形
- 照射熱源に電子ビームを用いた造形機
- 真空中で溶解するため、酸化等影響が少ない
- 電子ビームを磁場コイルで制御するため、機械的な駆動部がなく高速走査が可能となる
- 高速走査による予熱を実施することで造形物の残留応力が少ない

- Arcam A2X(高融点金属造形にも対応する中型機)(Arcam社製)
- 適応材質:Ti6Al4V、TiAl
造形エリア(mm):200W×200L×350H(Ti6Al4V)、150W×150L×300H(TiAl)
積層厚さ:50μm(Ti6Al4V)、90μm(TiAl)
表面粗さ:Ra25~Ra35(Ti6Al4V)
EBスキャンスピード:8000m/s
EB Power:Max3500W(連続可変)

- Arcam Q20 plus(量産・大型造形対応に特化したTi6Al4V専用機)(Arcam社製)
- 適応材質:Ti6Al4V
造形エリア(mm):Φ350×380H
積層厚さ:90μm
表面粗さ:Ra25~Ra35
EBスキャンスピード:8000m/s
EB Power:Max 3000W(連続可変)
従来工法で難しかった拡散接合を可能にしたHIP処理

- HIP
- アルゴンガスなどのガスを媒体として高い圧力と高い温度の相乗効果を利用して処理する技術。

資料ダウンロード
- 会社案内 技術案内(日本語)
- 技術案内(英語)
- HIP装置設備一覧
- 真空ホットプレス一覧
- 小型電子線照射装置「マイクロトロン」資料
- ろう付け可能組合せ材料
- MICROTRON Test Machine MIC1