

Pressure sintering of powders, densification of tentatively sintered materials, and removal of internal defects in castings and forgings. With more than 20 HIP units, including the world's largest, Giga-HIP, we are pursuing advanced technological innovations.

Our
sustainability

Topics
News release
2026/05/18
MTC will exhibit at "INTERMOLD Nagoya"
2026/04/22
Golden Week Office Hours
2026/01/27
MTC will exhibit at “TCT Japan 2026”
2025/12/22
Christmas and New Year Holiday Office Hours.
2025/07/03
Summer holiday
About MTC
Industry-leading Advanced Technology
MTC provides "made-to-order" metal parts for aircraft, power generation turbines, and other applications that can withstand harsh environments.

Advanced quality control system
A series of systems that support reliable quality assurance activities are developed entirely in-house, including all software.

Acquired ISO 14001
for environmental management system
We are fully aware of the importance of environmental protection and do our utmost to ensure that environmental management is carried out in our daily manufacturing activities.
Do you have any of these concerns?
Metal Technology Co. Ltd. can help you find a solution!
- Better cooling efficiency?
- Free positioning of
a heat exchanger? - Parts that are
both large and light?.

Technical

Vacuum heat treatment, atmospheric heat treatment, etc. We provide advanced heat treatment services for nuclear power, aerospace, and other industries requiring high quality.
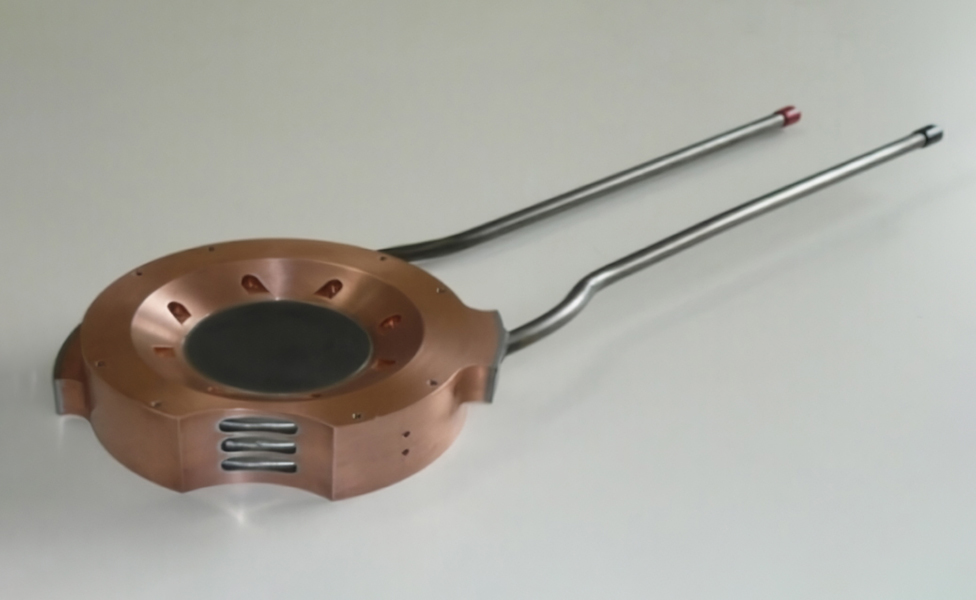
Both large area and size parts through the Brazing of precision parts and Additive Manufactured structures are available. Various types of welding such as laser welding and TIG welding are also available."

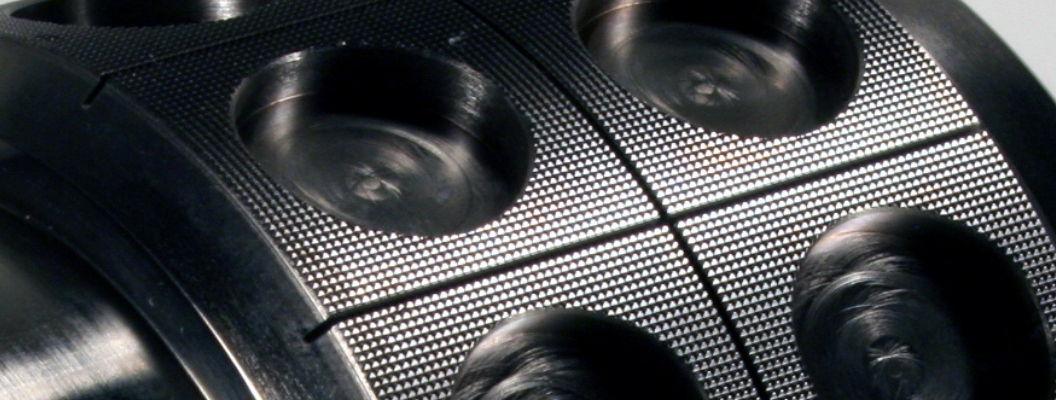
Using electron beams and fiber lasers, enables difficult modeling of complex shapes and high-strength metals.
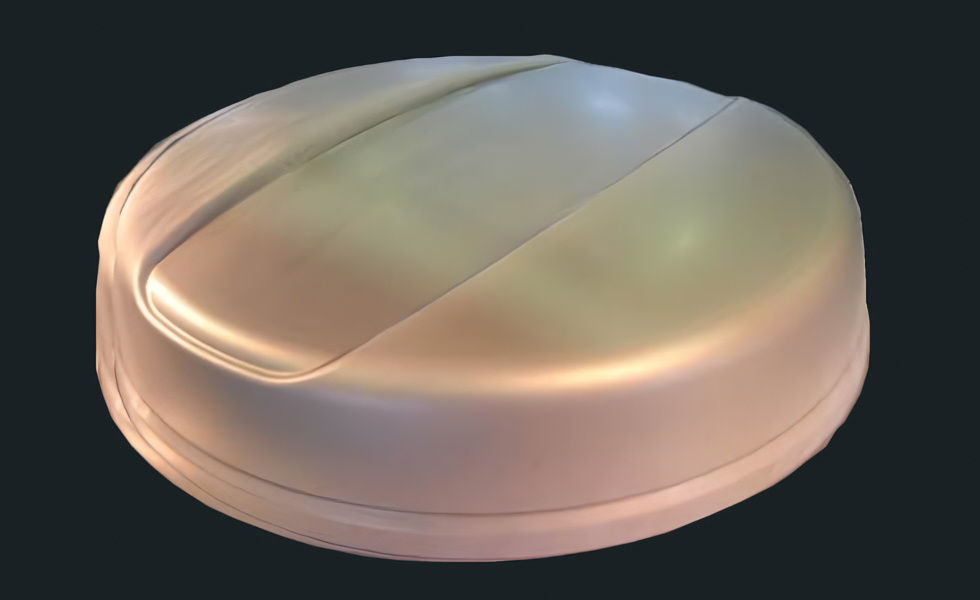
We can produce designs that freely combine curved surfaces by Super Plastic Forming (SPF), EL (oilless) processing, and total machining vacuum chamber production.
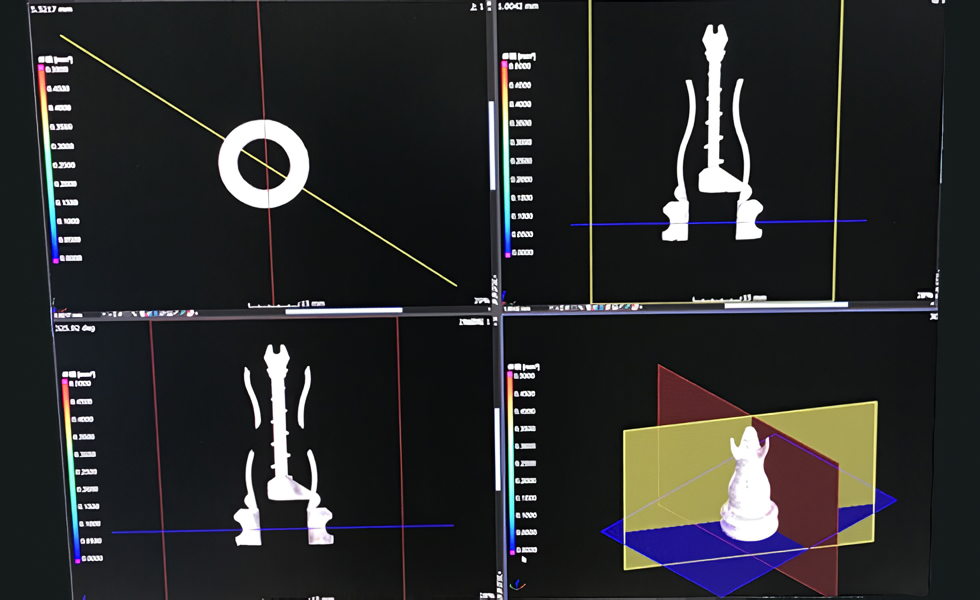
We are capable of integrated manufacturing from prototyping to actual production using a wide variety of inspection, and analysis equipment. We always provide the highest quality that can live up to your trust.
Case Study
Providing advanced metal processing technology in a variety of business fields from the LCD/semiconductor industry to aerospace with our integrated production.



For Those in the Academic Community

For Those
in the Space Industry
